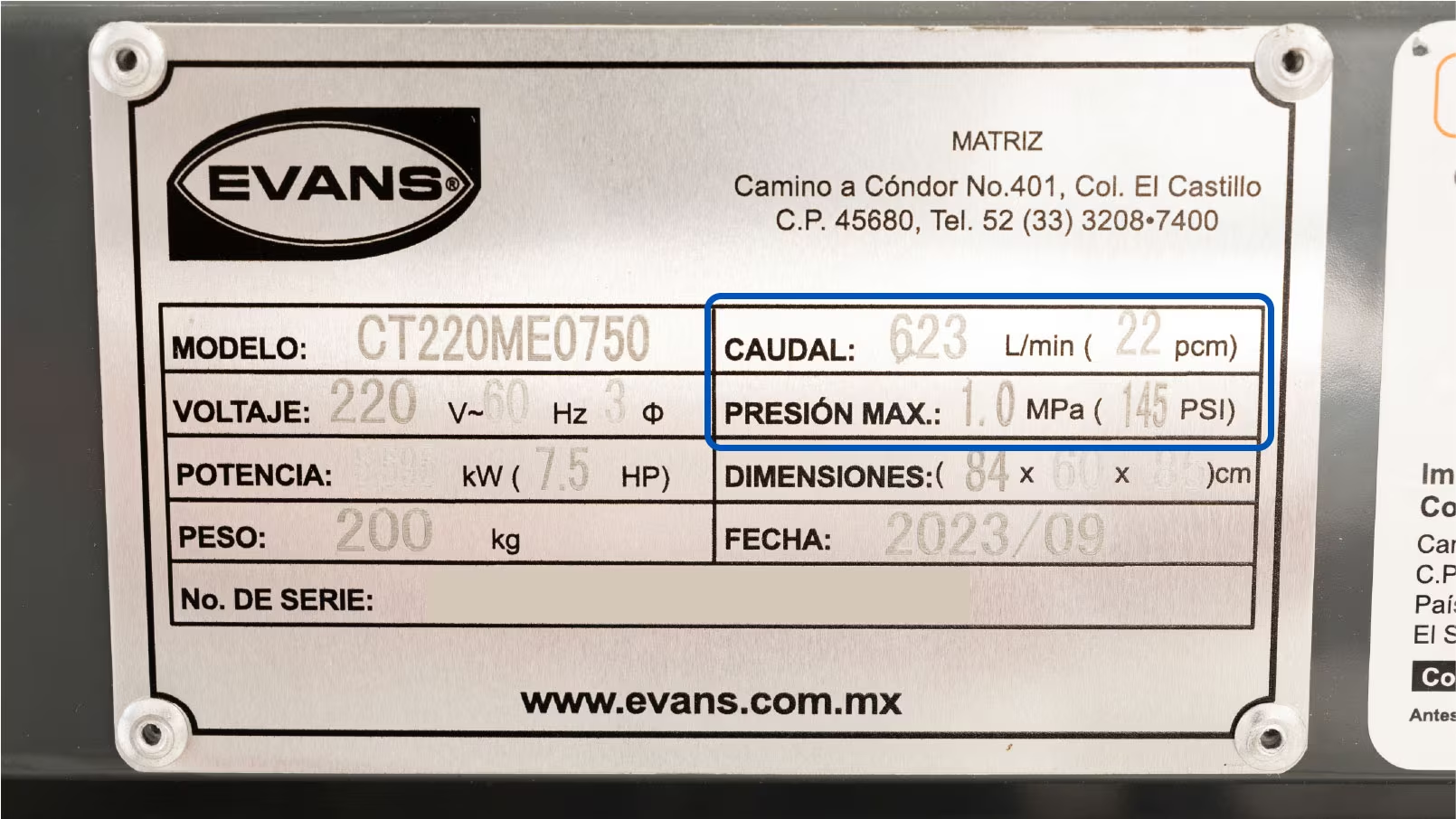
Como hemos observado en las especificaciones técnicas del generador de plasma, este está equipado con un divisor de voltaje. El control de altura, integrado en el equipo Leo, admite exclusivamente una relación de 50:1 en un divisor de voltaje, es decir, acepta un rango de voltaje de 0 a 4 VDC.
Puedes consultar los rangos de voltaje aceptos en el control de altura en
Especificaciones del equipo Leo.
En el equipo Cortec, es posible ajustar el divisor de voltaje para adaptarlo a diversas configuraciones. Para establecer la relación de 50:1, se debe seguir el siguiente procedimiento.
Es necesario retirar la cubierta del generador de plasma. En las imágenes siguientes se muestran los tornillos que deben retirarse.



Las siguientes imágenes muestran el proceso de desatornillado de algunos tornillos del generador de plasma.


Una vez retirados todos los tornillos, podemos quitar la cubierta del generador de plasma. La siguiente imagen muestra el desplazamiento necesario para retirar la cubierta.

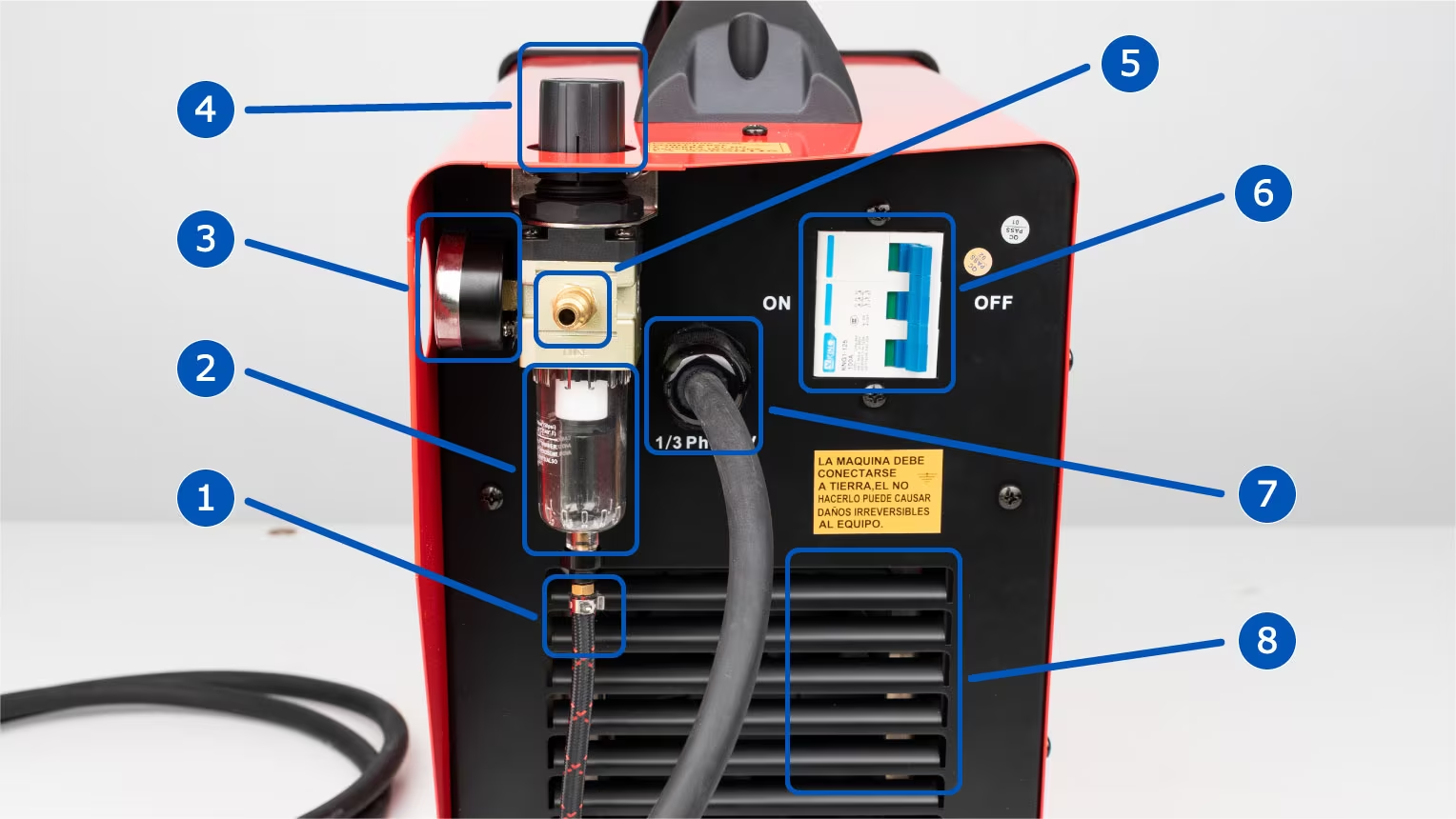
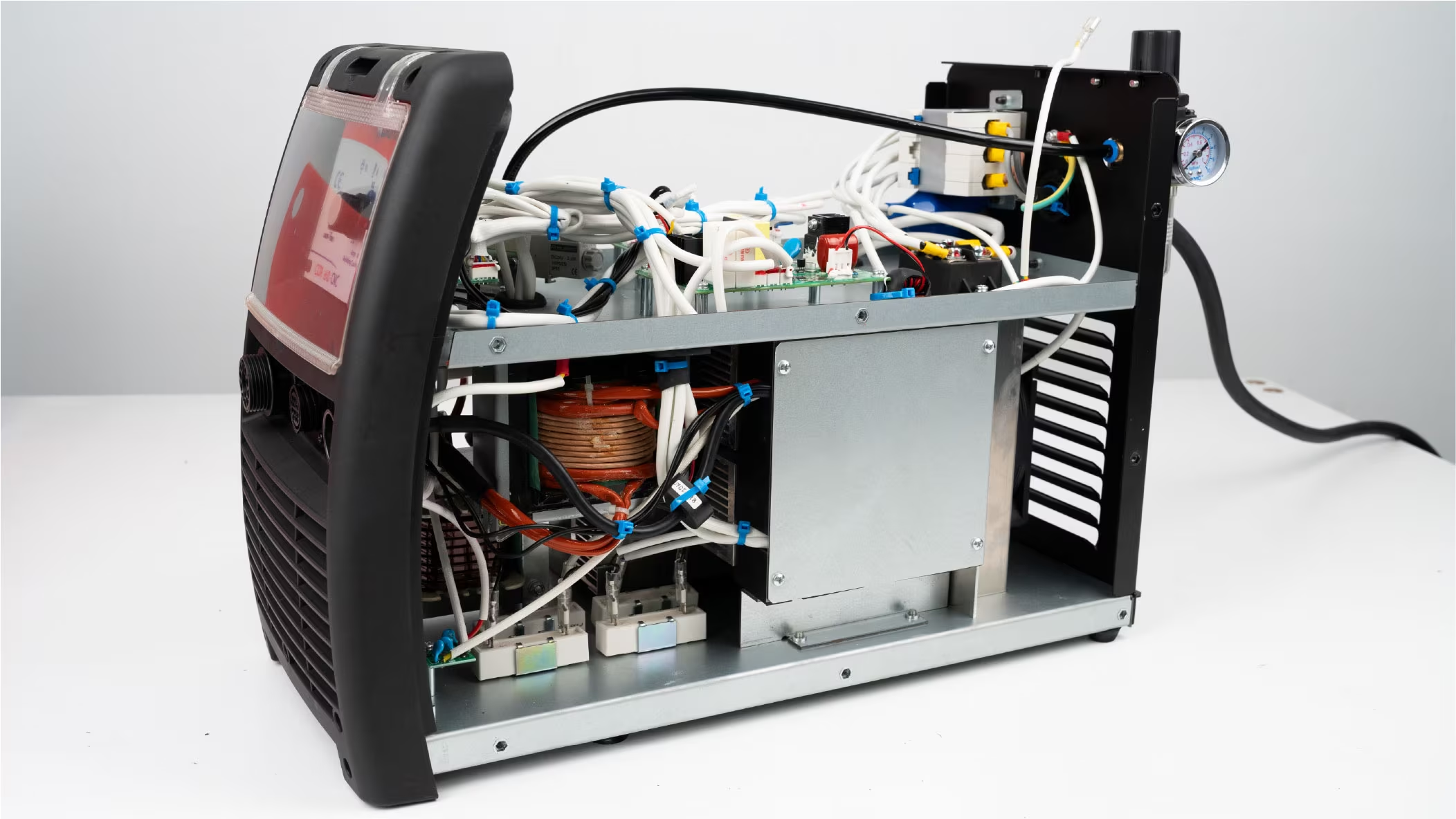
En la siguiente imagen se aprecia el generador de plasma sin la cubierta.
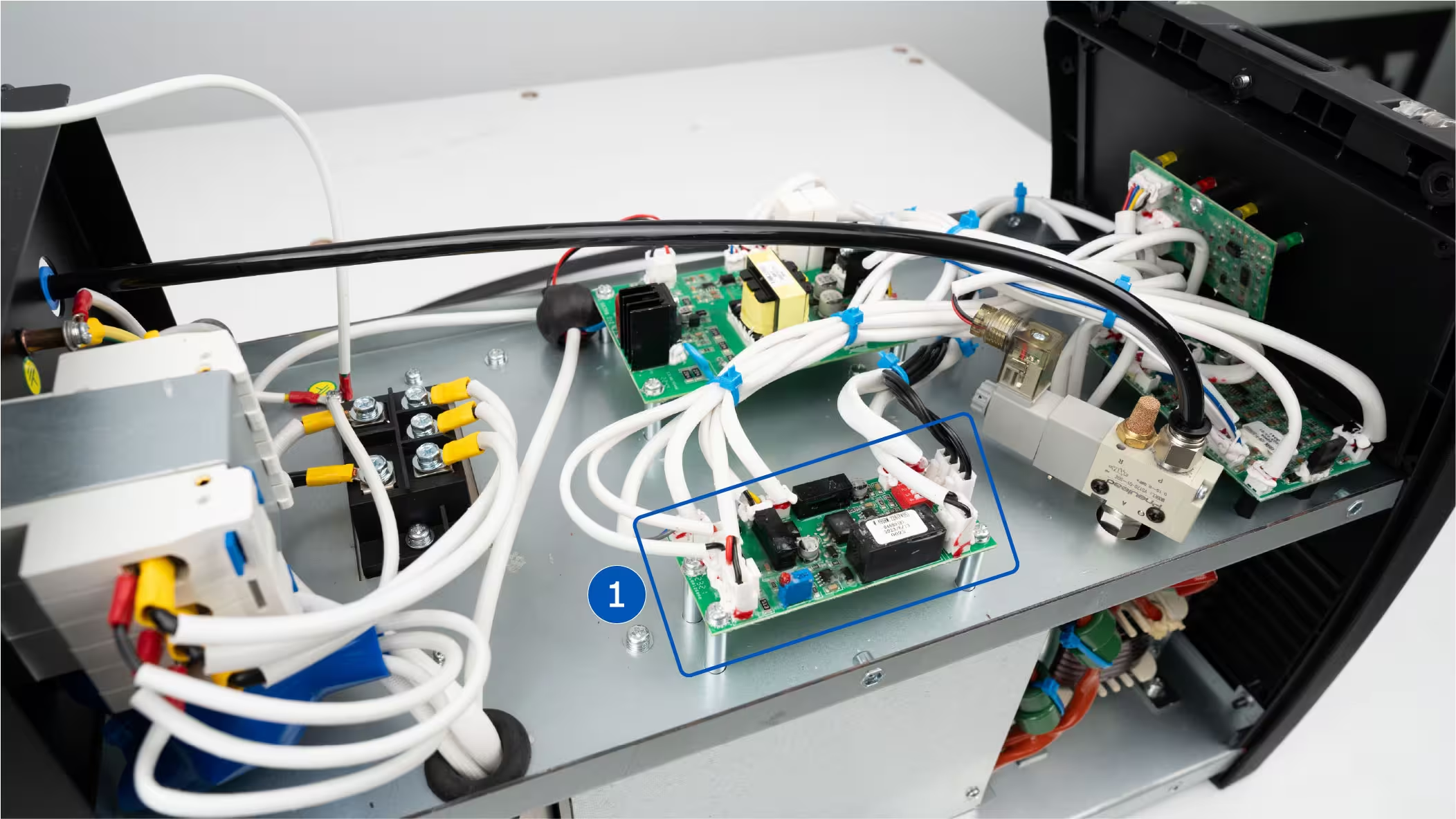
El siguiente paso es ubicar la tarjeta electrónica donde se encuentran los interruptores para ajustar el divisor de voltaje. En la siguiente imagen se muestra la tarjeta.
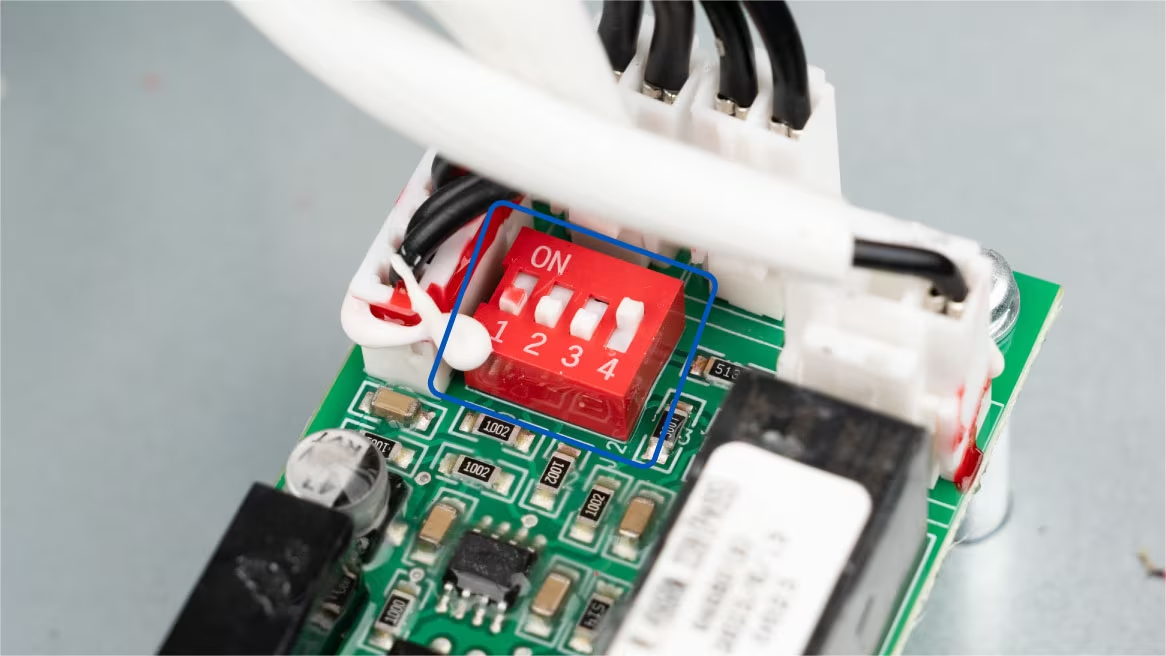
En la siguiente imagen se presenta la configuración de los interruptores.
(1) OFF
(2) OFF
(3) OFF
(4) ON
Advertencia
No seguir la configuración indicada en este manual puede provocar daños en el controlador Sofia. Dichos daños no estarán cubiertos por la garantía del dispositivo. La configuración de los interruptores determina el voltaje de salida en el puerto para el CNC del generador de plasma, y una configuración incorrecta puede modificar este voltaje.
Advertencia
Por defecto, el generador de plasma puede tener una configuración diferente en los interruptores; por lo tanto, el usuario debe realizar el cambio para ajustar la configuración de acuerdo con lo que se muestra en este manual.
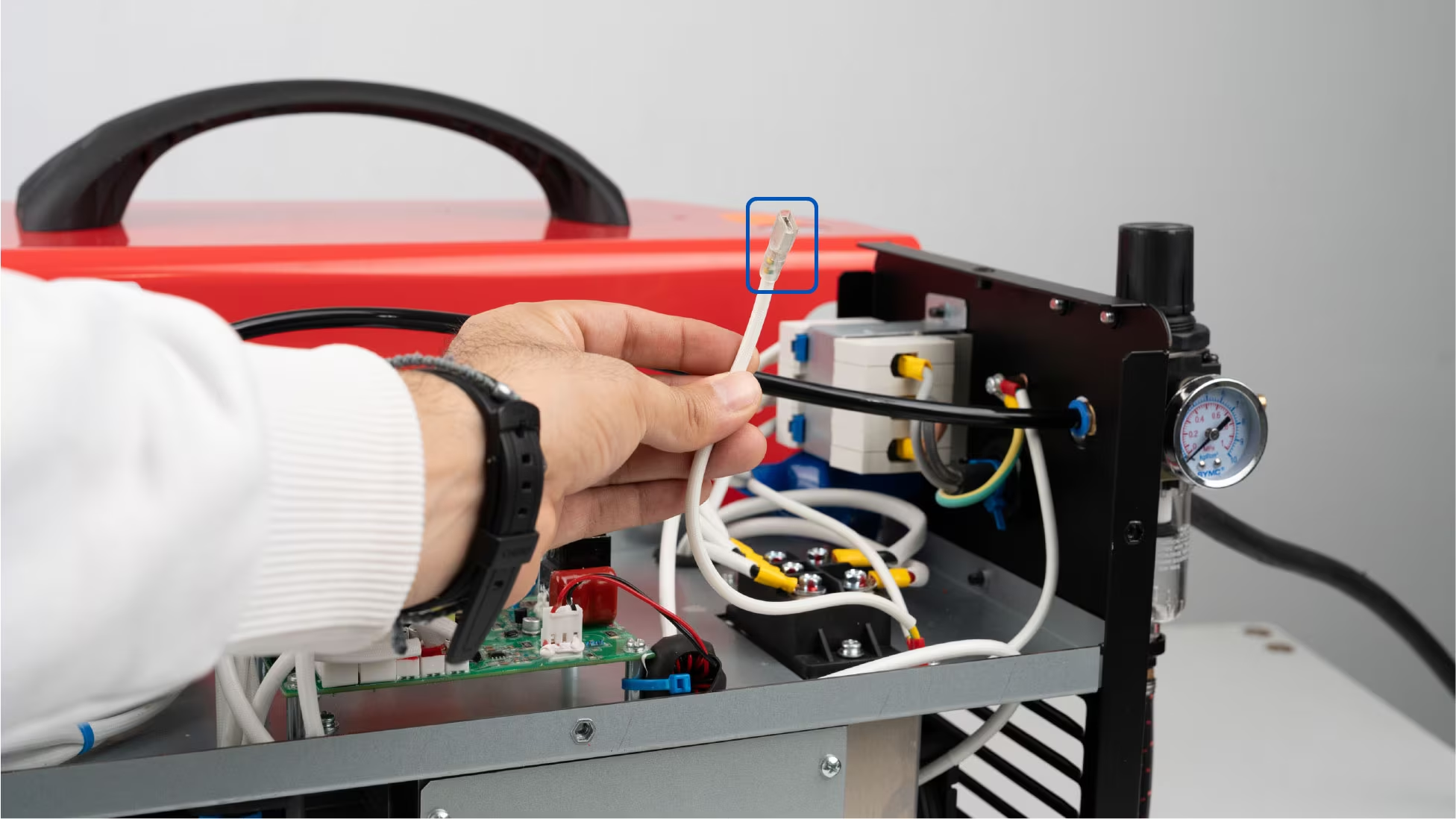
El siguiente paso consiste en volver a colocar la cubierta del generador de plasma. Es crucial reinstalar el cable de tierra que está conectado a la cubierta. La siguiente imagen muestra este cable.

La siguiente imagen muestra la recomendación para el desplazamiento al colocar la cubierta.

Ahora procedemos a atornillar la cubierta.

Como recomendación, se deben colocar todos los tornillos en su posición sin apretarlos completamente, solo presentarlos. Esto nos permitirá ajustar la cubierta según sea necesario.
En la siguiente imagen se muestra un tornillo en su posición, pero aún sin apretar.
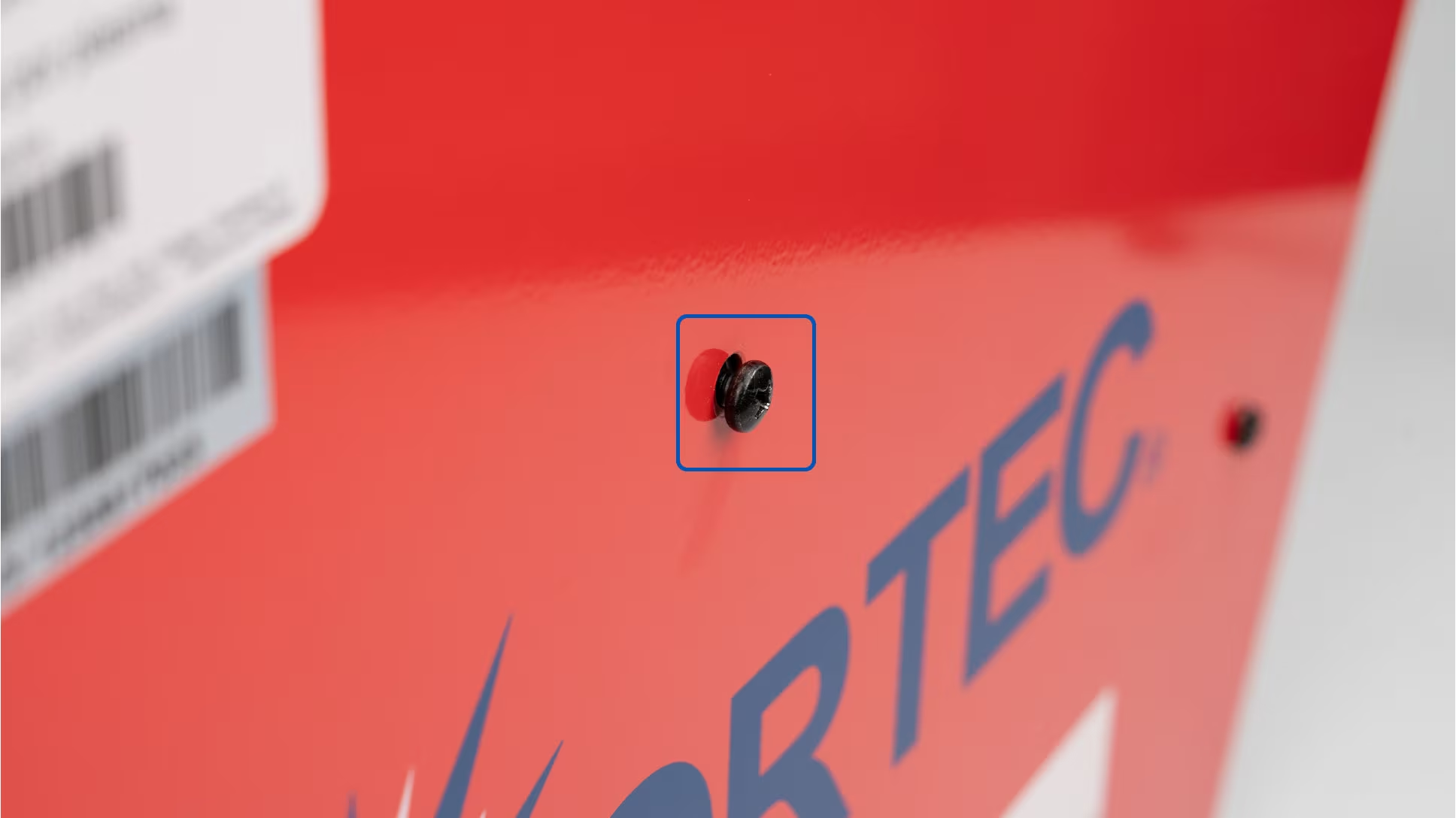
Los tornillos en la parte frontal del equipo son un poco más largos en comparación con los demás de la cubierta. Es importante identificarlos para colocar los tornillos en su posición correcta.

Lo siguiente que haremos será conectar nuestro cable de interfaz.
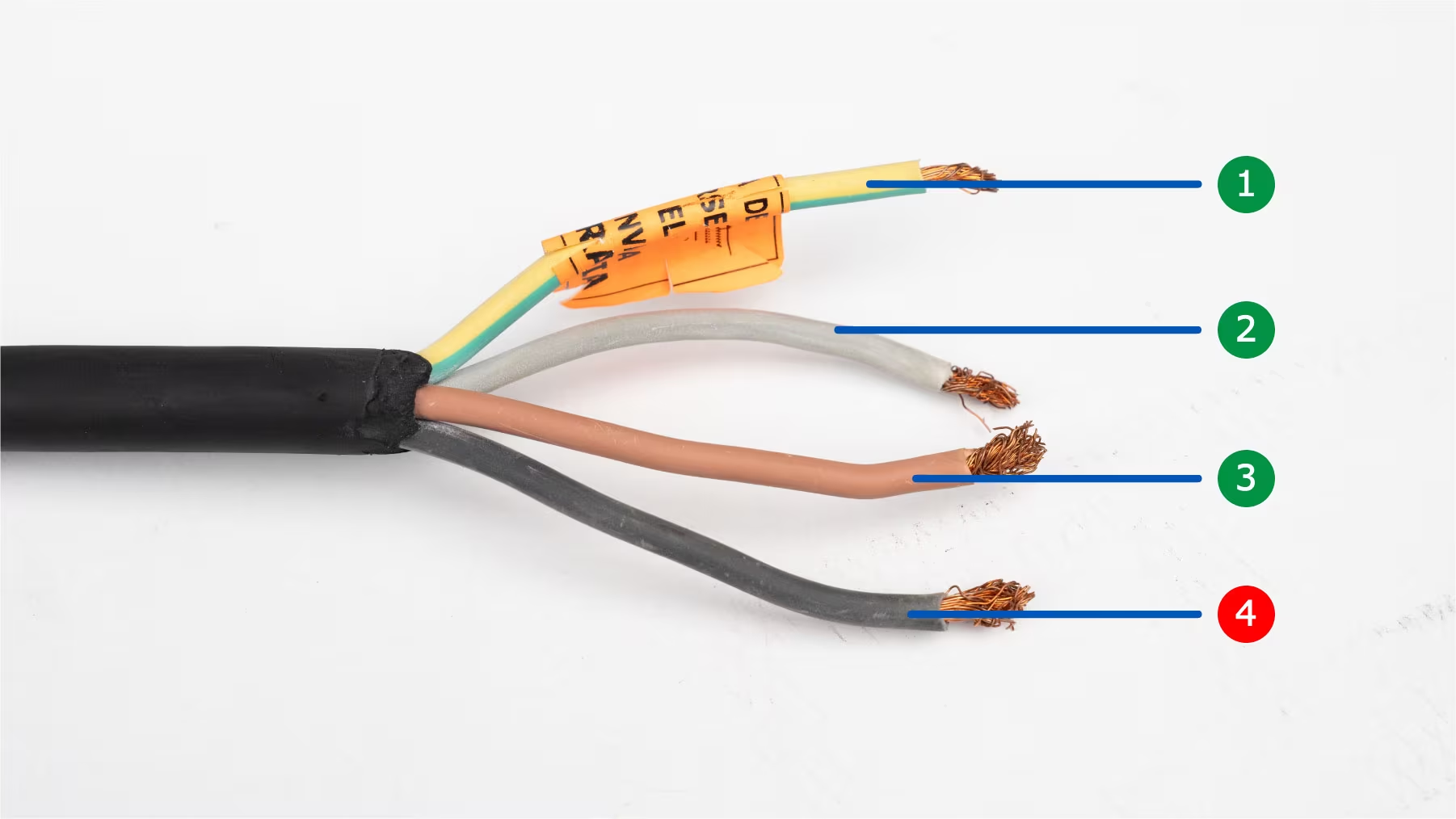
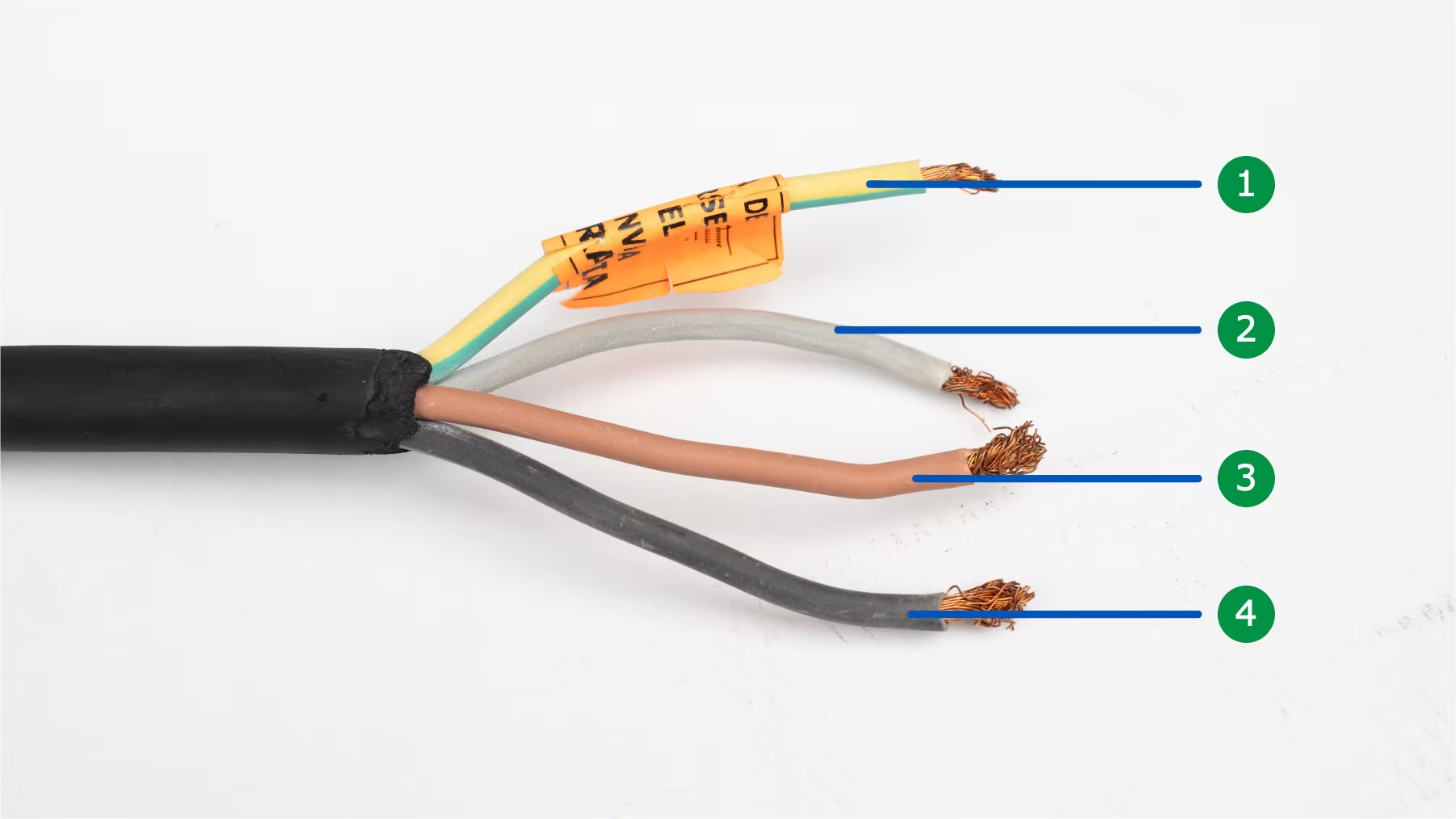
Las siguientes imágenesn muestra el cable de interfaz fabricado por Equipos CNC Freiman.


- Conector macho para el puerto CNC del generador de plasma
Señales del cable de interfaz
Advertencia
El uso de un cable de interfaz fabricado por terceros puede presentar diferentes códigos de colores. Se recomienda que el usuario solicite esta información a su proveedor para realizar las conexiones de manera correcta. Realizar las conexiones de forma incorrecta puede provocar daños en el equipo que no estarán cubiertos por ninguna garantía.
En este paso, conectaremos el conector macho del cable de interfaz al generador de plasma. La siguiente imagen muestra el conector.

Una vez que el conector está en su posición, debemos girarlo para realizar la conexión correctamente.

La siguiente imagen muestra el conector del cable de interfaz conectado al generador de plasma.

Ahora procederemos a realizar las conexiones del cable de interfaz a nuestro componente Interfaz para CNC. La siguiente imagen representa cómo quedará nuestro cable de interfaz hasta el momento.

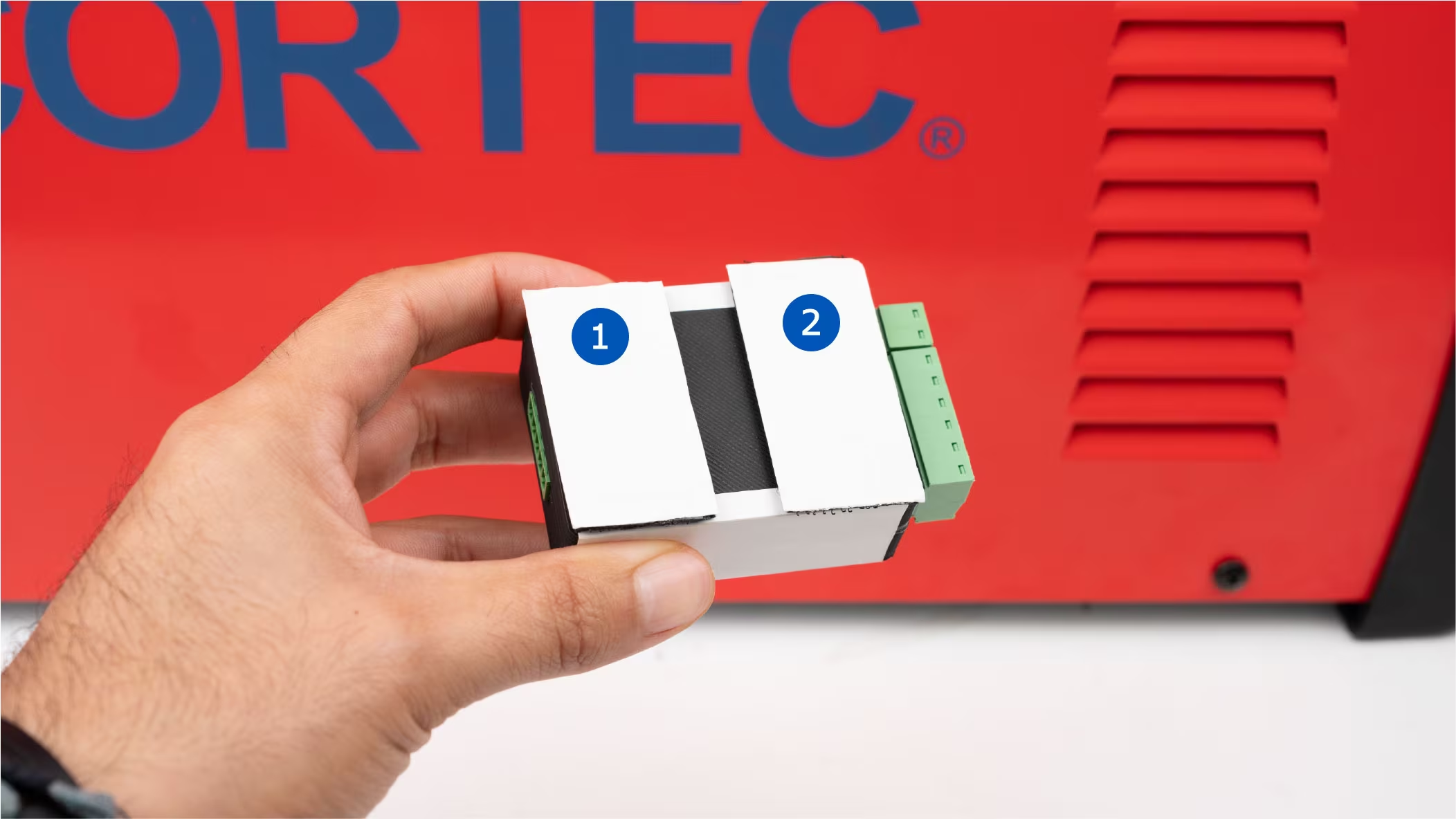
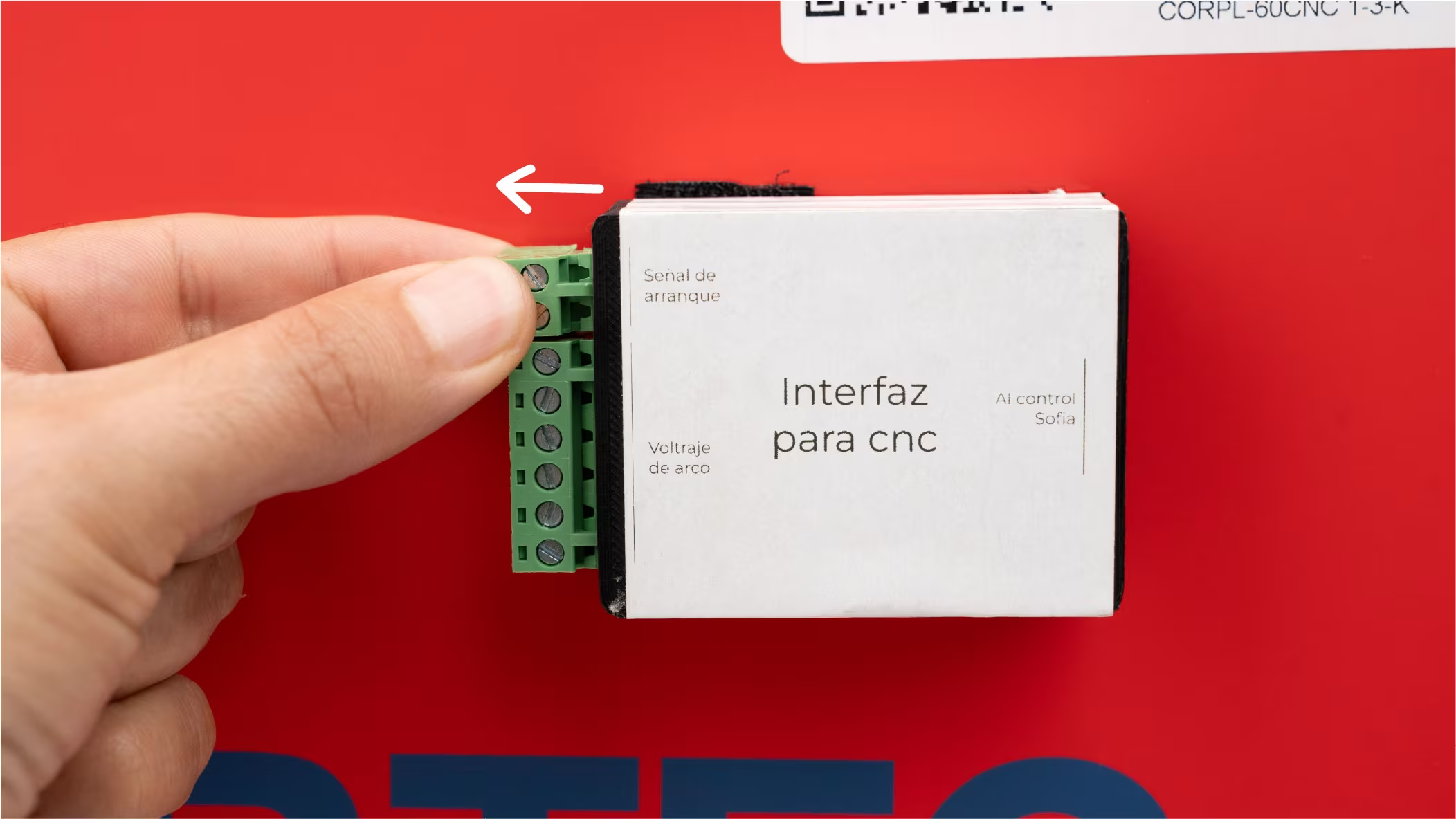
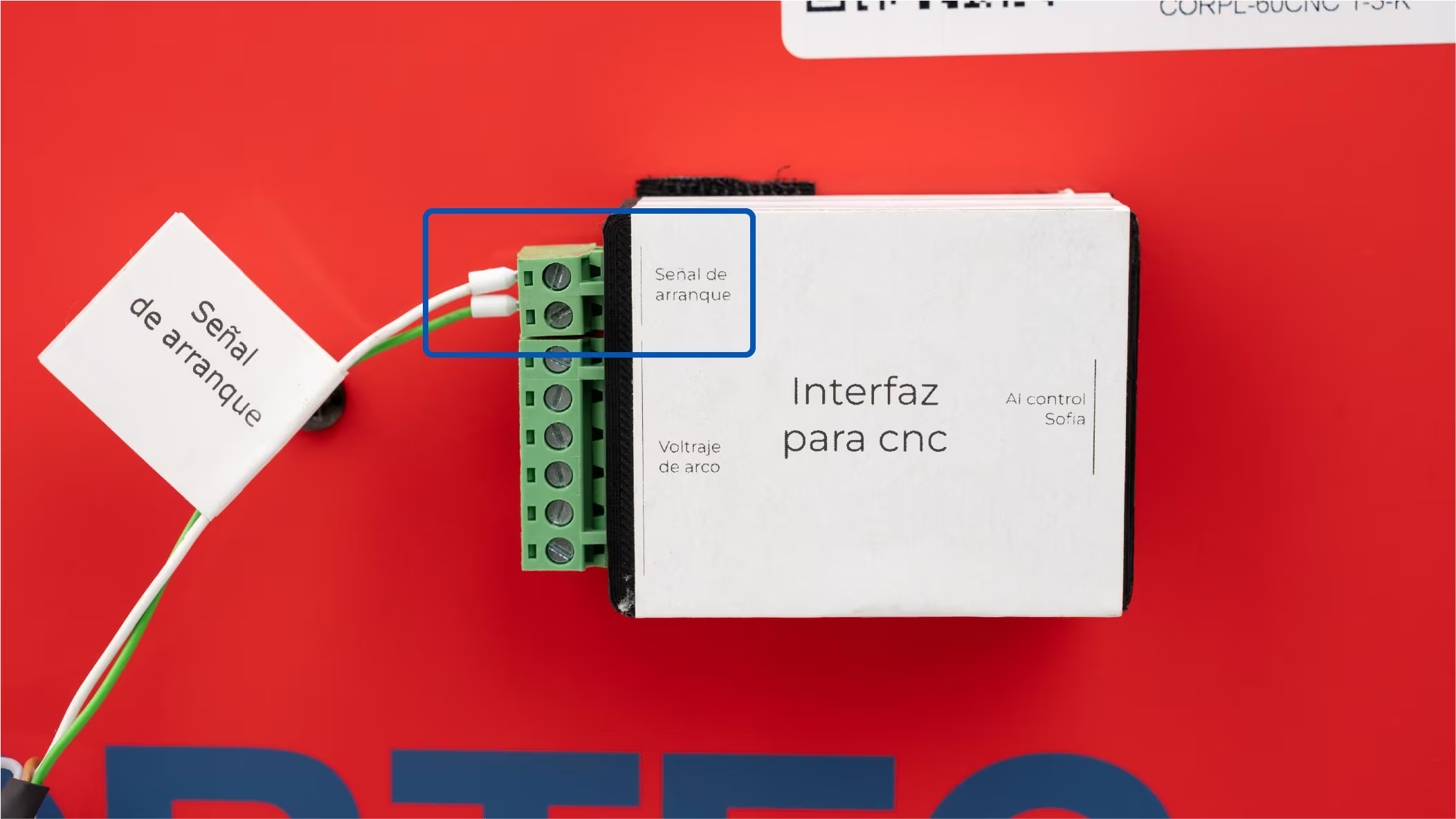
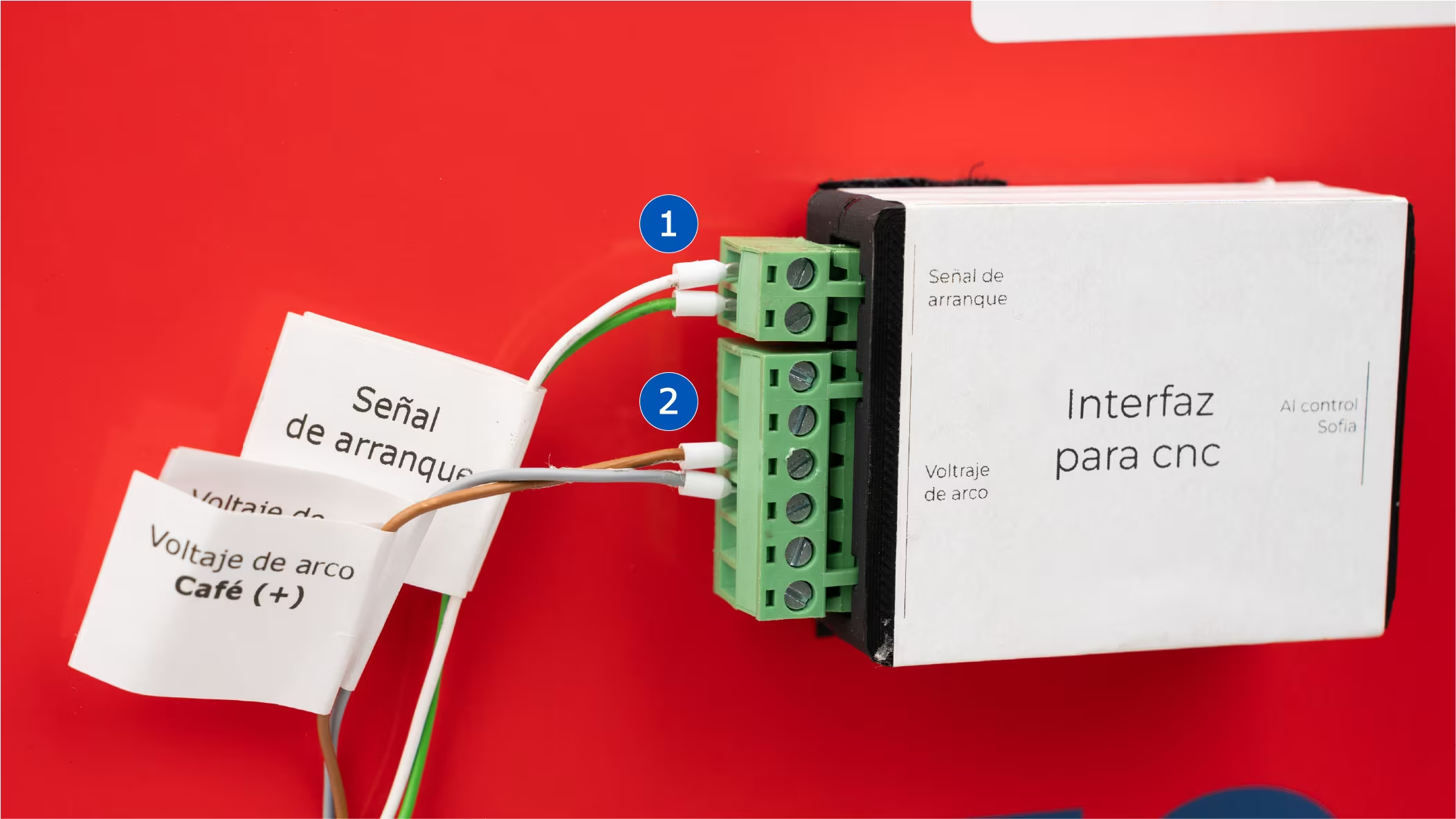
La siguiente imagen muestra los dos conectores de nuestra Interfaz para CNC.

En este conector realizaremos la conexión de nuestra señal de arranque. Esta señal indica al generador de plasma cuándo debe iniciar y finalizar un corte.
Esta señal no tiene polaridad.
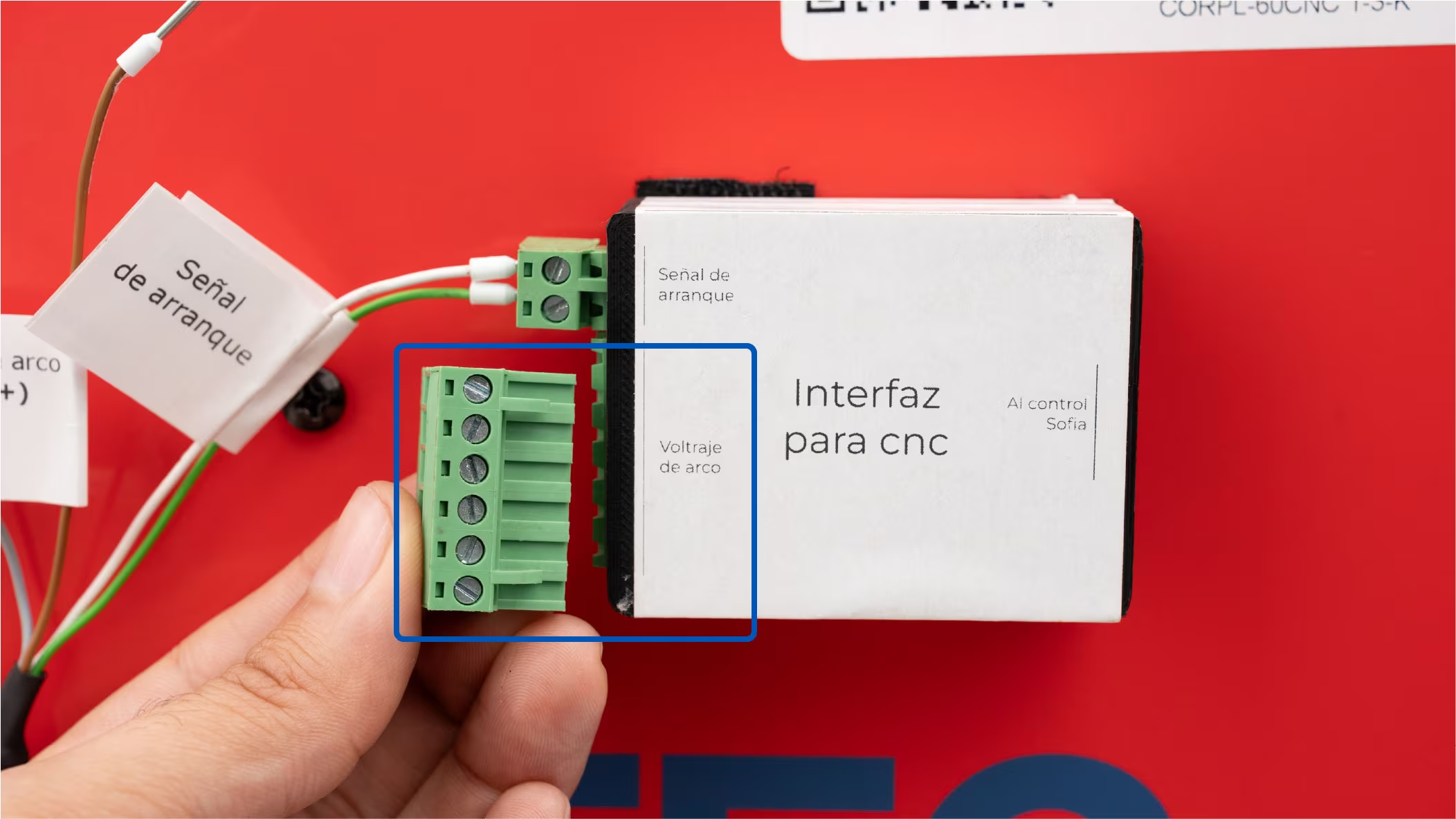
En este conector, realizaremos la conexión del voltaje de arco. En el caso del Cortec 60, realizaremos la conexión para la configuración con un divisor de voltaje de 50:1.
Esta señal sí tiene polaridad.
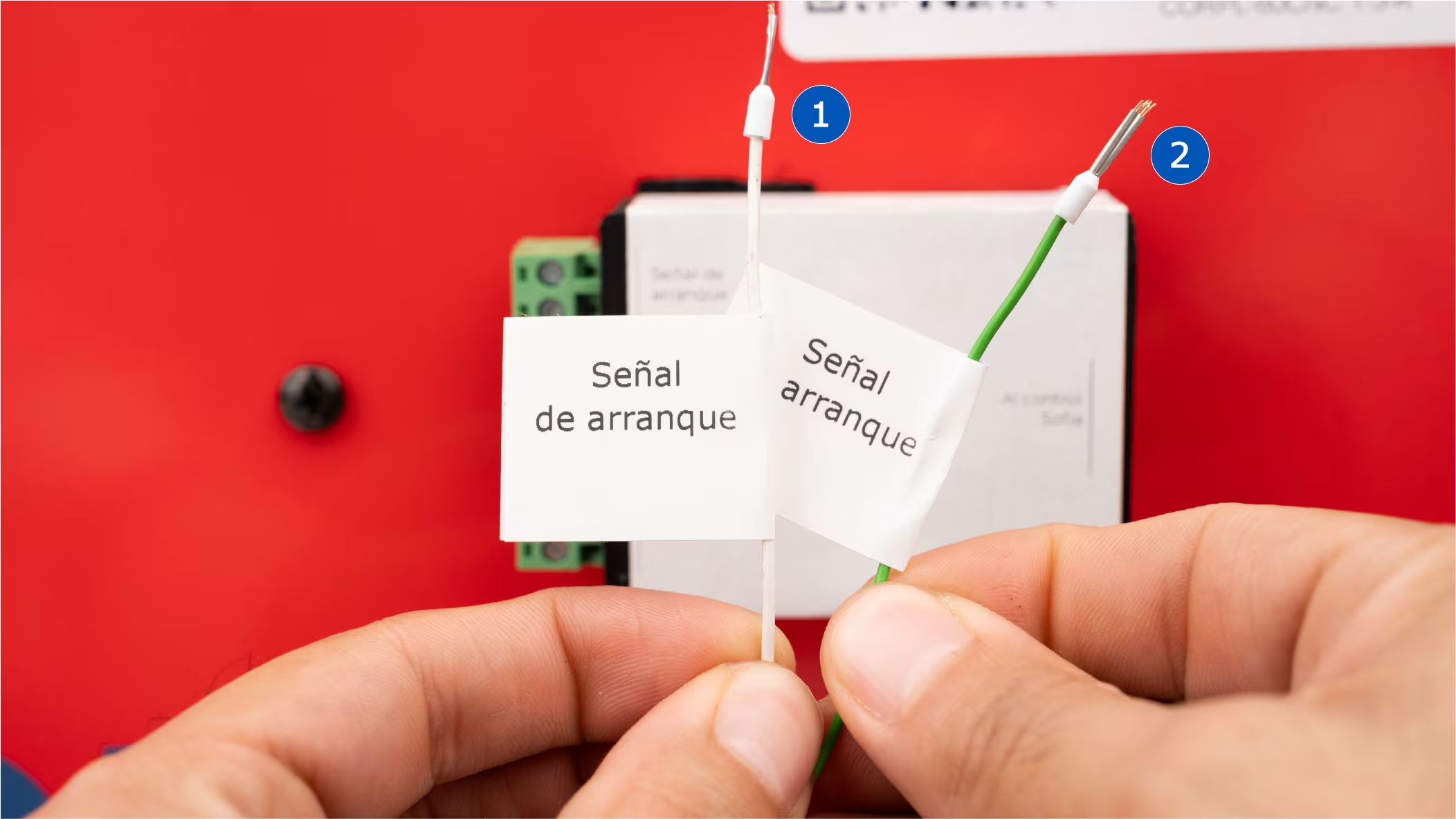
La primera señal que conectaremos será la Señal de arranque. En la siguiente imagen, se muestran los cables blanco y verde. Estos se conectarán al conector de 2 polos de nuestra señal de arranque.
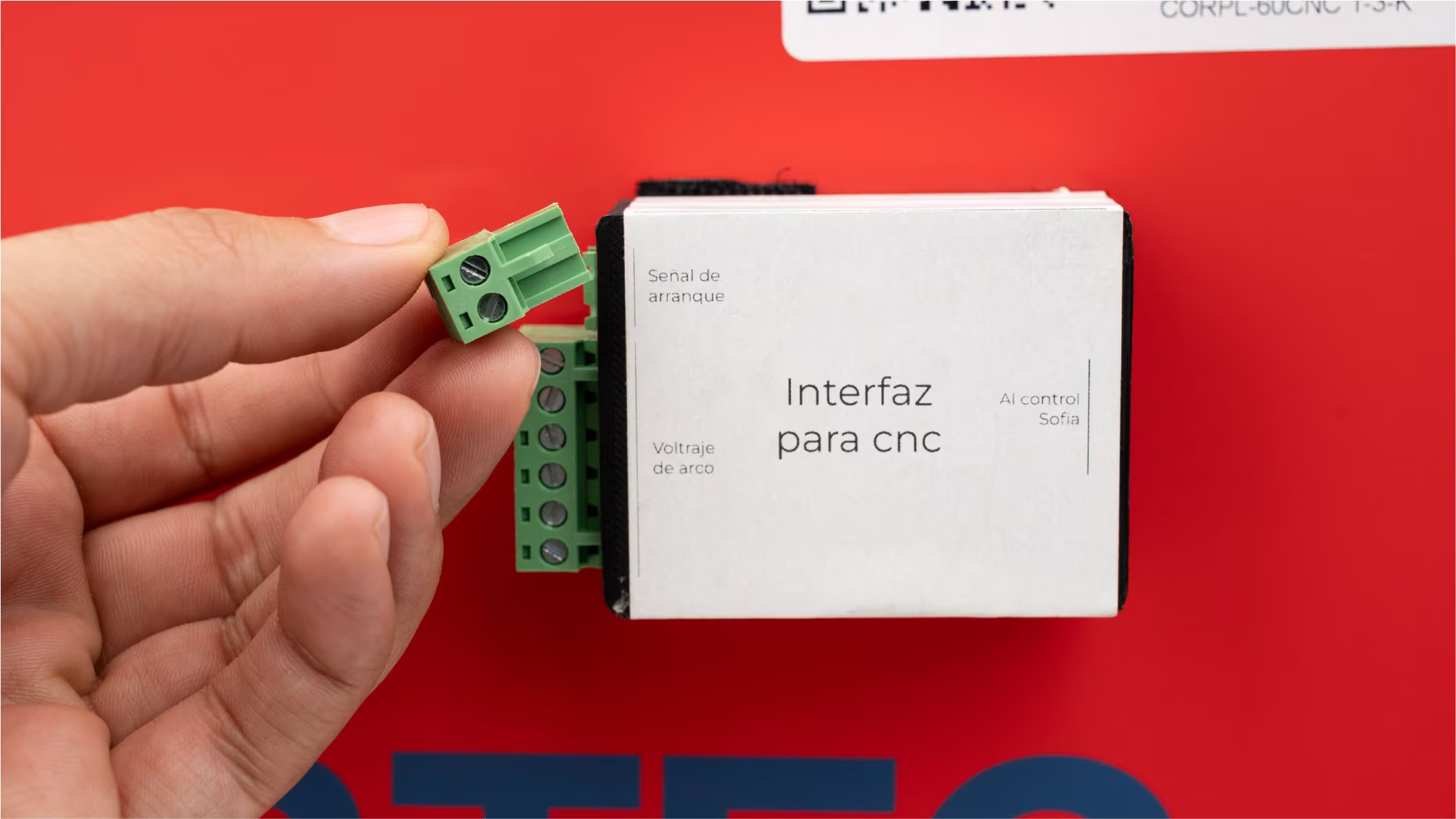
Podemos retirar el conector de nuestra señal de arranque para facilitar la conexión de nuestra señal.
La siguiente imagen muestra el conector retirado de la Interfaz para CNC.
En la siguiente imagen, se muestra el cable blanco y verde conectados al conector de nuestra señal de arranque.
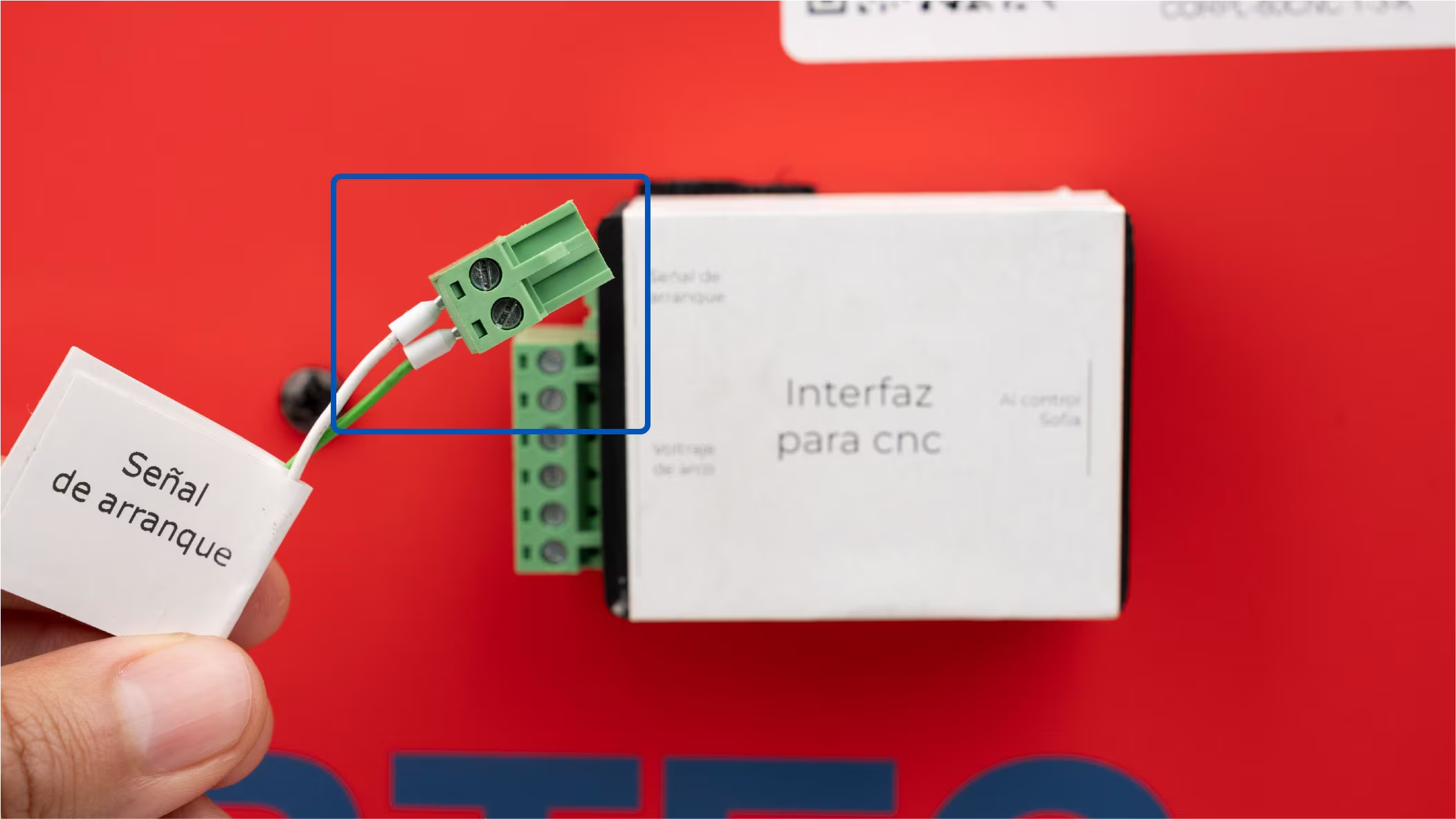
Nota
La señal de arranque no tiene polaridad, por lo tanto, los cables blanco y verde pueden ir en cualquier posición del conector.
Ahora vamos a colocar el conector de la señal de arranque en su posición.
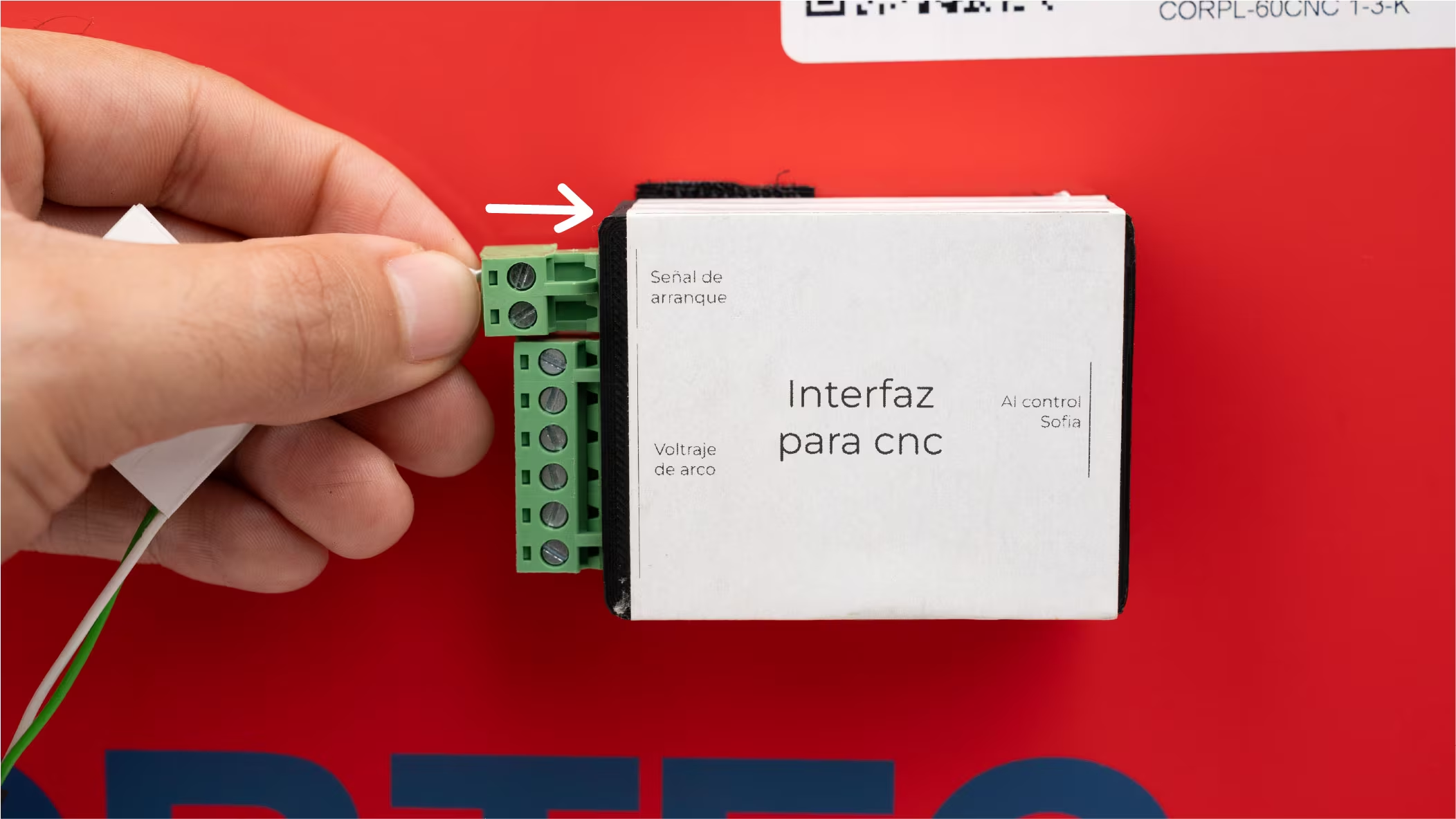
En la siguiente imagen se muestra la Señal de arranque conectada a la Interfaz para CNC.
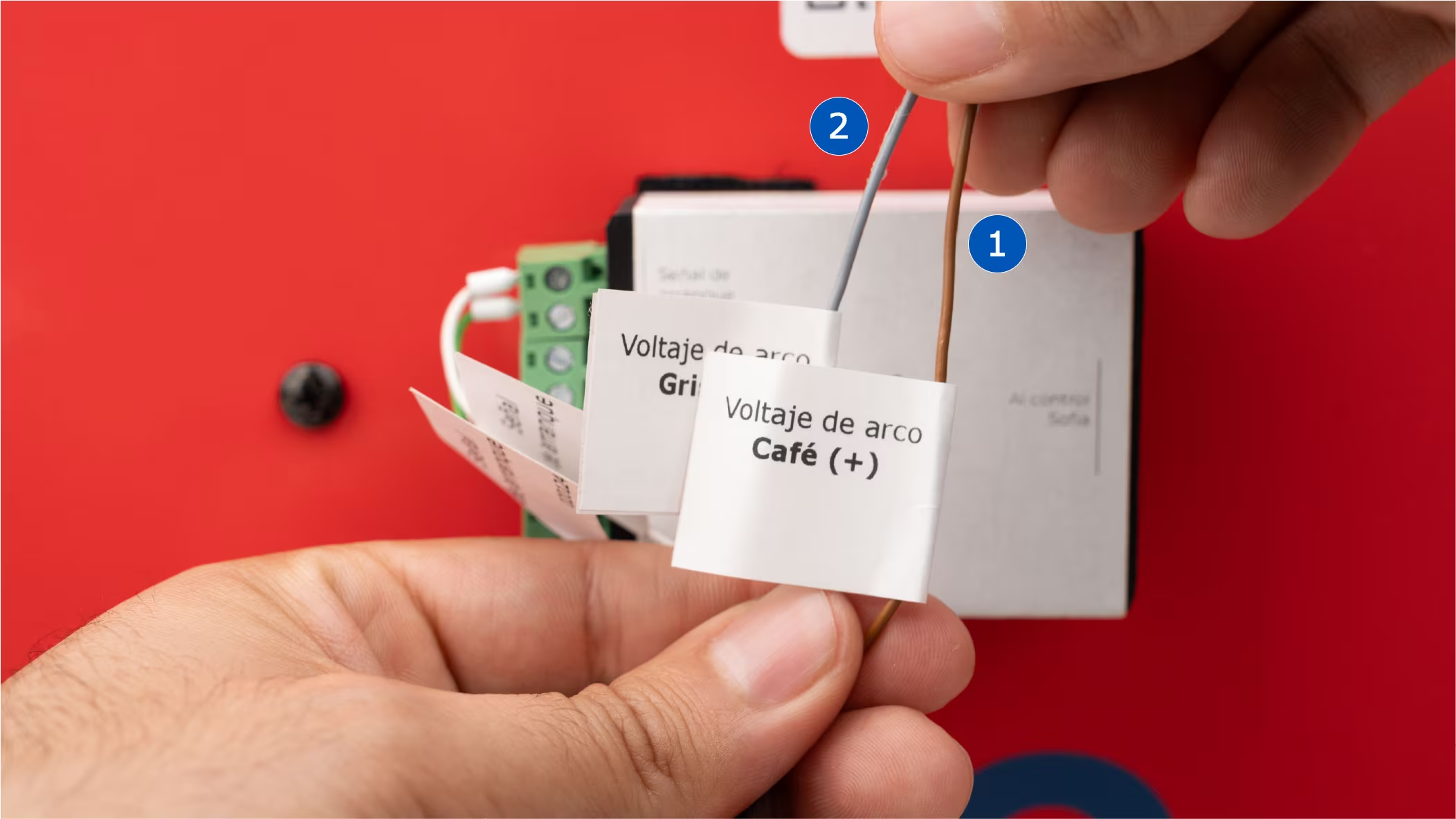
El siguiente paso es conectar la señal de voltaje de arco. En la siguiente imagen se muestra el cable café (+) y gris (-) de nuestra señal de voltaje de arco. Esta señal lña vamos a conectar al conector de 6 polos de nuestra Interfaz para CNC.
Podemos realizar el mismo proceso de retirar el conector de Voltaje de arco para facilitar la conexión de la señal.
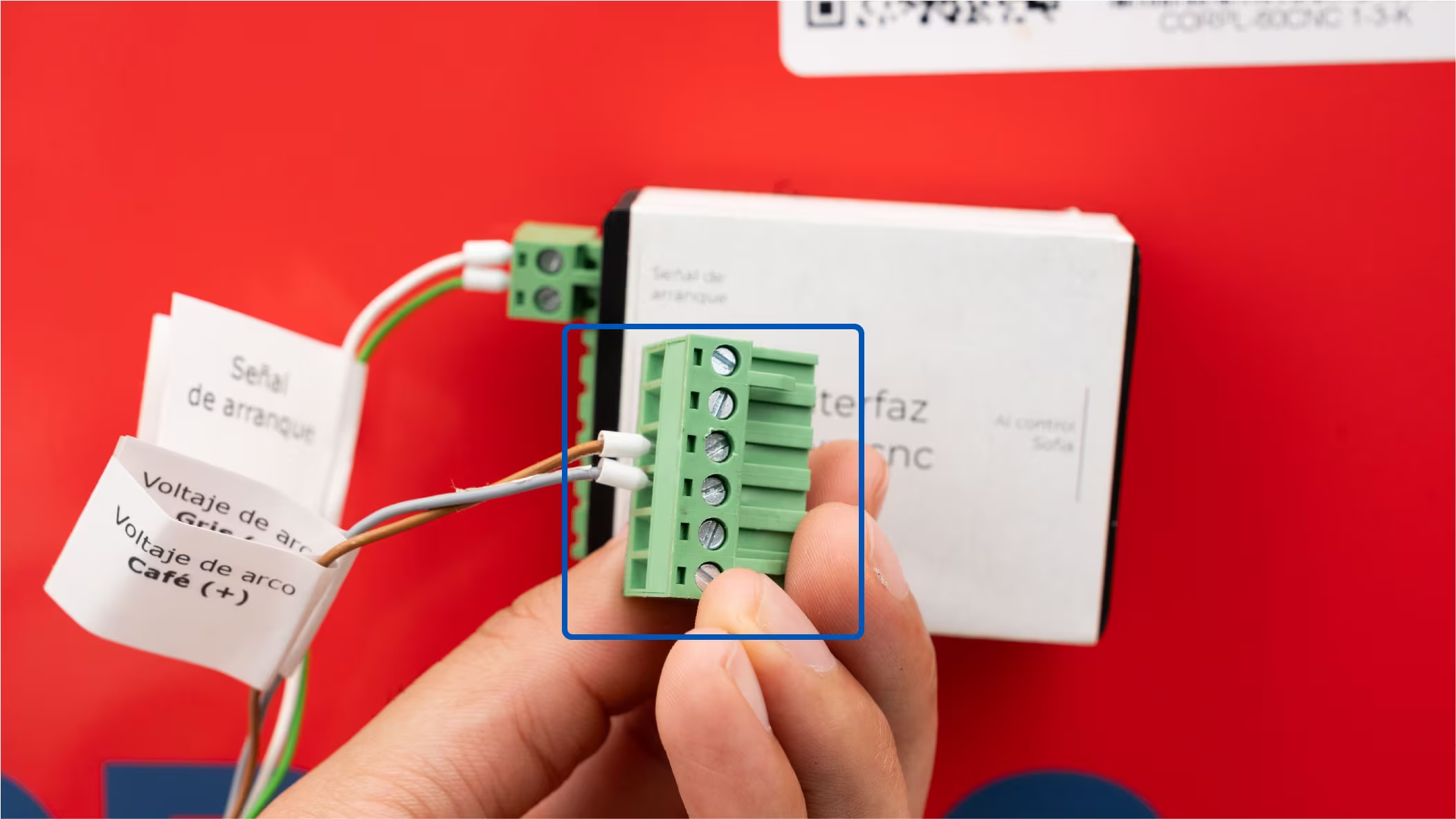
La siguiente imagen muestra el cable café y gris conectados al conector del Voltaje de arco. El cable café (+) debe de ir conectado en la posición 3 del conector. El cable gris (-) debe de ir conectado en la posición 4 del conector.
Advertencia
Conectar un voltaje mayor a 4 VDC en las posiciones 3 y 4 (voltaje para divisor 50:1) causará daños en el equipo. Estos daños no estarán cubiertos por ninguna garantía.
Precaución
La señal de voltaje de arco sí tiene polaridad. En la posición 3 del conector debe ir el polo positivo, mientras que en la posición 4 del conector, debe ir el polo negativo.
Precaución
Conectar el voltaje de arco con una polaridad invertida no causará daños en el equipo, pero el control de altura no funcionará correctamente
En la siguiente imagen se muestra el conectro de Voltaje de arco conectado a la Interfaz para CNC.
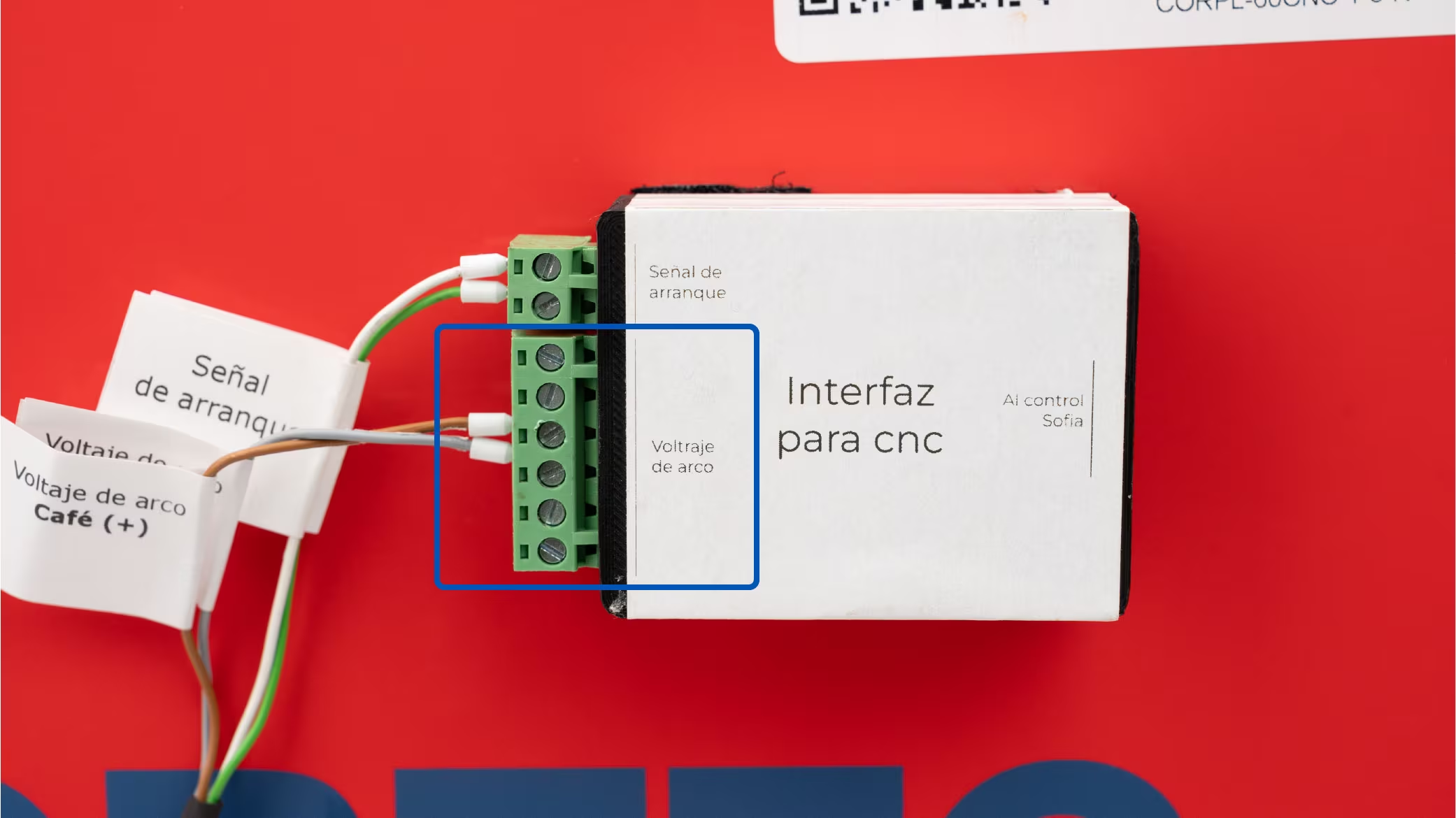
La siguiente imagen muestra una perspectiva de cómo debe quedar el cable de interfaz, con cada una de sus señales conectadas a la Interfaz para CNC.
Cable blanco y verde.
La señal no tiene polaridad.
Cable café (+) en la posición 3.
Cable gris (-) en la posición 4.
La señal sí tiene polaridad.
Advertencia
El uso de un cable de interfaz fabricado por terceros puede presentar diferentes códigos de colores. Se recomienda que el usuario solicite esta información a su proveedor para realizar las conexiones de manera correcta. Realizar las conexiones de forma incorrecta puede provocar daños en el equipo que no estarán cubiertos por ninguna garantía.
.png)
.svg)